简体中文
简体中文
PPR-kytkimien ja niiden keskeisen roolin ymmärtäminen
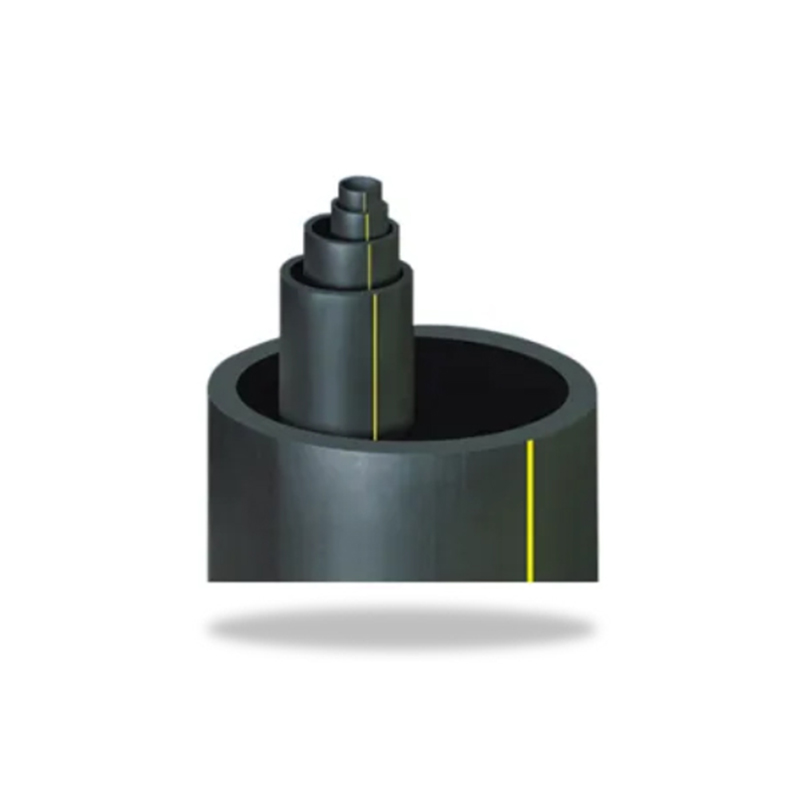
A PPR-kytkentä on erikoisliitin, jota käytetään yhdistämään kaksi polypropeenisatunnaiskopolymeeri (PPR) -putken osaa suorassa linjassa lämpösulatushitsauksen avulla. Tämä peruskomponentti toimii ensisijainen liitäntätapa putkistojen pidentämiseen ja tiiviiden liitosten luomiseen sekä kuuman että kylmän veden jakelujärjestelmissä. PPR-liittimet valmistetaan samasta satunnaiskopolymeerimateriaalista kuin itse putket, mikä varmistaa lämpöyhteensopivuuden ja tasaiset laajenemisominaisuudet koko järjestelmässä.
Kytkimen molemmissa päissä on pistorasia, jossa on tarkasti koneistetut sisämitat, jotka sopivat putken ulkohalkaisijaan. Asennuksen aikana molemmat putkenpäät ja liitosholkit lämmitetään samanaikaisesti 260 ± 10 °C, sitten liitettiin paineen alaisena molekyylisidoksen muodostamiseksi vahvempi kuin itse putken materiaali. Tämä sulatushitsausprosessi eliminoi liimojen, tiivisteiden tai mekaanisten kiinnittimien tarpeen, mikä johtaa pysyvästi tiiviiseen liitokseen, joka säilyttää järjestelmän täydet paineluokat.
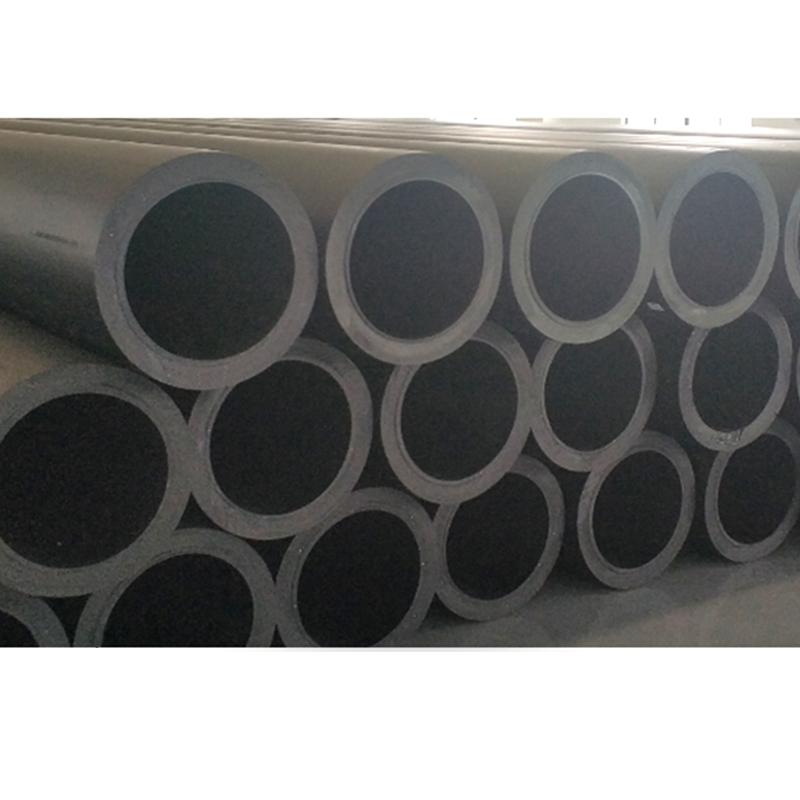
PPR-liittimiä on saatavana halkaisijaltaan 20–110 mm:n kokoisina, mikä vastaa vakioputkimittoja. Ne säilyttävät saman paineluokituksen (PN10, PN16, PN20 tai PN25) kuin ne liittävät putket, mikä varmistaa tasaisen suorituskyvyn koko järjestelmässä. Komponentin osuus on noin 15-25 % kaikista asennustarpeista tyypillisissä putkiasennuksissa, mikä tekee siitä eniten käytetyn PPR-liitostyypin.
PPR-kytkimien tyypit ja muunnelmat
Erilaiset kytkinkokoonpanot täyttävät erityiset asennusvaatimukset ja järjestelmäsuunnittelut:
Vakiopistorasialiittimet
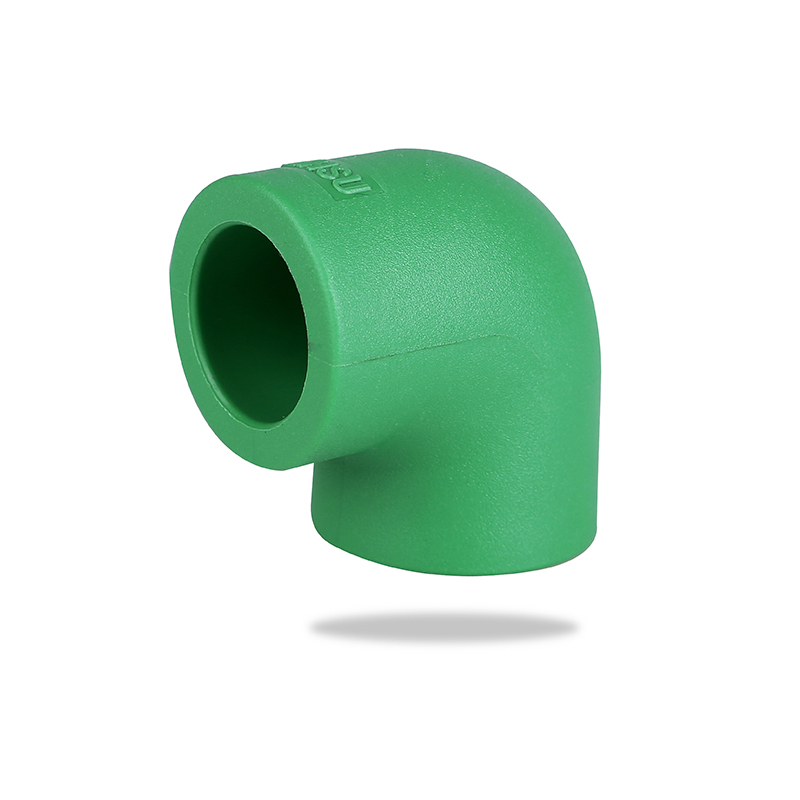
Yleisimmässä tyypissä on kaksi identtistä hylsyä saman halkaisijan omaavien putkien liittämiseen. Näiden kytkimien kompakti pituus on noin 1,5-2 kertaa putken halkaisija , minimoi yhteyksien vaatiman tilan. Vakioliittimet soveltuvat sekä ulko- että piiloasennuksiin, joissa tarvitaan suoria putkien jatkeita ilman suunnanmuutoksia.
Kytkimien vähentäminen
Nämä erikoisliittimet yhdistävät halkaisijaltaan erikokoisia putkia, joissa on kaksi erikokoista pistorasiaa. Supistuvat liitokset eliminoivat erillisten supistusliitosten ja lisäliitosten tarpeen, mikä virtaviivaistaa asennuksia, joissa tapahtuu putken kokomuutoksia. Yleisiä kokoyhdistelmiä ovat 32–25 mm, 25–20 mm ja 40–32 mm. Supistavien liitosten käyttö useiden liitosten sijaan lyhentää asennusaikaa noin 30 % ja vähentää mahdollisia vuotokohtia.
Kierreliitokset
Integroiduilla metallikierteillä varustetut PPR-kytkimet tarjoavat siirtymäliitännät laitteisiin, venttiileihin tai kiinnikkeisiin, joissa on kierreliitännät. Toisessa päässä on tavallinen PPR-kanta lämpösulatusta varten, kun taas toisessa on messinki- tai ruostumattomasta teräksestä valmistettu kierre (yleensä 1/2", 3/4" tai 1" NPT tai BSP). Metalliosa on valettu PPR-runkoon valmistuksen aikana, jolloin muodostuu pysyvä mekaaninen sidos. Nämä siirtymäliittimet ovat välttämättömiä, kun PPR-järjestelmät ovat yhteydessä tavanomaisiin putkistokomponentteihin. messinkipalat, jotka kestävät jopa 2,5 MPa:n paineita 20 °C:ssa .
Korjaa kytkimet
Korjaustöihin suunnitelluissa pidennetyissä liittimissä on syvemmät hylsyt tai liukumekanismit, jotka mahdollistavat liittämisen olemassa oleviin putkiin ilman, että putkia ei tarvitse pyörittää. Nämä erikoisliittimet osoittautuvat korvaamattomiksi vaihdettaessa vaurioituneita osia ahtaissa tiloissa tai kun putkia ei voida kääntää tilanpuutteen vuoksi. Korjausliittimet yleensä mittaavat 2,5-3 kertaa normaali kytkentäpituus mahtuu tähän sovellukseen vaadittava lisähylsyn syvyys.
| Kytkimen tyyppi | Ensisijainen sovellus | Keskeinen ominaisuus | Asennuskonteksti |
|---|---|---|---|
| Vakiopistoke | Samanhalkaisijaiset liitännät | Kompakti muotoilu | Yleiset putken jatkeet |
| Vähentää | Halkaisijan siirtymät | Kaksi erikokoista pistorasiaa | Haaralinjan vähennykset |
| Kierteitetty | Laitteiden liitännät | Metallikierresisäke | Venttiili- ja kiinnitysliitännät |
| Korjaus | Vaurioituneen osan vaihto | Laajennettu hylsyn syvyys | Suljetun tilan korjaukset |
PPR-liittimien oikeat asennustekniikat
Oikeat asennustoimenpiteet ovat kriittisiä luotettavien, vuotamattomien liitäntöjen aikaansaamiseksi, jotka säilyttävät järjestelmän täyden suorituskyvyn:
Valmistelu ennen asennusta
Ennen kuin aloitat sulahitsauksen, varmista, että putket ja liittimet vastaavat halkaisijaltaan ja paineluokiltaan. Leikkaa putket suorakulmaisesti käyttämällä erityisiä PPR-putkileikkureita varmistaaksesi kohtisuorat päät ilman muodonmuutoksia. Merkitse asennussyvyys putken päihin käyttämällä liitäntää oppaana – tyypilliset sisäänvientisyvyydet vaihtelevat 14mm 20mm putkille 40mm 110mm putkille . Puhdista ja kuivaa molemmat putken päät ja liitosholkit perusteellisesti poistamalla lika, kosteus tai öljy, jotka voivat heikentää sulatuksen laatua.

Fuusiohitsausprosessi
Kuumenna hitsaustyökalu määritettyyn lämpötilaan 260 °C ja anna riittävä lämpenemisaika, tyypillisesti 10-15 minuuttia luotettavan lämpötilan vakauden takaamiseksi . Työnnä putken pää samanaikaisesti lämmityskaran sisään ja liitäntäpistoke lämmityssuuttimeen. Käytä kohtalaista painetta lämmityksen aikana ilman pakottamista – liiallinen paine voi muuttaa putken seinämää. Lämmitysajan on vastattava tarkasti putken halkaisijatietoja:
- 20 mm halkaisija: 5 sekuntia lämmitystä, 4 sekuntia liittämistä, 2 minuuttia jäähdytystä
- 25 mm halkaisija: 7 sekuntia lämmitystä, 4 sekuntia liittämistä, 2 minuuttia jäähdytystä
- 32mm halkaisija: 8 sekuntia lämmitystä, 6 sekuntia liittämistä, 4 minuuttia jäähdytystä
- 40mm halkaisija: 12 sekuntia lämmitystä, 6 sekuntia liittämistä, 4 minuuttia jäähdytystä
- 50 mm halkaisija: 18 sekuntia lämmitystä, 6 sekuntia liittämistä, 4 minuuttia jäähdytystä
Liittyminen ja jäähtyminen
Irrota lämmityksen jälkeen molemmat osat työkalusta ja työnnä putki välittömästi liitosholkkiin yhdellä tasaisella liikkeellä, kunnes saavutetaan merkitty asennussyvyys. Pidä liitos tiukasti paikallaan kiertämättä tai säätämättä – kaikki liikkeet alkujäähdytysvaiheen aikana vaarantavat liitoksen eheyden. Pienen sulaneen materiaalin helmen pitäisi muodostua liitoksen kehän ympärille, mikä osoittaa asianmukaista fuusiota. Pidä liitos kiinteässä asennossa koko jäähdytysjakson ajan, ennen kuin sallit jännityksen tai liikkeen. Ennen riittävää jäähdytystä rasitetut liitokset näkyvät epäonnistumisprosentti jopa 40 % korkeampi kuin kunnolla jäähdytetyt liitännät.
Laadun varmistus
Tarkasta valmiit liitokset tasaisten fuusiohelmien varalta koko kehän ympärillä, mikä osoittaa tasaisen kuumenemisen ja asettamisen. Putki tulee viedä merkittyyn syvyyteen ilman rakoja liittimen olakkeessa. Tarkista kohdistus – putkien tulee jatkua suorassa linjassa kytkimen läpi ilman näkyviä kulmia tai siirtymiä. Oikein toteutetuissa liitoksissa ei ole jännityksen vaalenemista, muodonmuutoksia tai epätäydellisiä sulamisalueita. Ammattitaitoiset asentajat huoltavat vikaprosentti on alle 1 %, kun noudatetaan asianmukaisia toimenpiteitä .
Tekniset tiedot ja suorituskykystandardit
PPR-kytkimien on täytettävä tiukat tekniset vaatimukset järjestelmän luotettavuuden ja turvallisuuden varmistamiseksi:
Mittojen tarkkuusvaatimukset
Pistorasian sisähalkaisijoiden on säilytettävä tarkat toleranssit, jotta varmistetaan oikea sulaminen ilman rakoja tai liiallista materiaalin siirtymistä. Valmistusstandardit määrittelevät toleranssit ±0,2 mm putkille, joiden halkaisija on enintään 63 mm, ja ±0,3 mm suurempikokoisille putkille . Kytkinrungon seinämän paksuuden on oltava sama tai suurempi kuin putken seinämän paksuus järjestelmän heikkojen kohtien estämiseksi. Pistorasian syvyyden on tarjottava riittävä sulatusalue ja samalla säilytettävä kohtuullinen kytkentäpituus käytännön asennusta varten.
Paineen ja lämpötilan suorituskyky
PPR-liittimillä on sama paineluokitus kuin niihin liitetyillä putkilla. PN20-liitin, jota käytetään PN20-putken kanssa, ylläpitää 2,0 MPa käyttöpaine 20 °C:ssa ja 1,0 MPa 70 °C:ssa . Liitosmateriaalilla on oltava samat lämpölaajenemisominaisuudet kuin putkella, kertoimella 0,15 mm/m·K, mikä varmistaa, että lämpöjännitys ei keskity liitoksiin. Oikein asennetut kytkentäliitokset kestävät painetestauksen 1,5 kertaa nimelliskäyttöpaineeseen ilman vuotoa tai muodonmuutoksia.
Materiaalin laatustandardit
Laadukkaissa liitoksissa käytetään tyypin 3 (PPR) satunnaiskopolymeerimateriaalia, joka täyttää ISO 15874 -vaatimukset. Materiaalin vetolujuuden tulee olla vähintään 25 MPa ja sen on säilytettävä joustavuus alhaisissa lämpötiloissa ilman haurautta. Neitsytmateriaalien tuotanto varmistaa tasaiset ominaisuudet, kun taas kierrätetty sisältö voi tuoda mukanaan muunnelmia, jotka heikentävät suorituskykyä. Hyvämaineiset valmistajat merkitsevät jokaisen kytkimen koon, paineluokituksen, valmistuspäivän ja standardinmukaisuustiedot. Selkeiden merkintöjen puuttuminen viittaa siihen huonolaatuisia tuotteita, joiden vikaantuvuus on 3-5 kertaa suurempi kuin sertifioidut komponentit.
Kemikaalien kestävyyden tarkistus
PPR-kytkimien on kestettävä klooriveden aiheuttamaa hajoamista, pH-vaihteluita ja lämpötilan vaihtelua. Testausprotokollat altistavat kytkimet nopeutetuille ikääntymisolosuhteille, mukaan lukien jatkuva altistuminen vedelle 95 °C:ssa 1000 tunnin ajan, minkä jälkeen suoritetaan painetestaus mekaanisten ominaisuuksien säilymisen varmistamiseksi. Laadukkaat komponentit osoittavat alle 10 %:n vahvuuden vähennys nopeutetun ikääntymisen jälkeen vastaa 50 vuoden palvelua.
Yleisimmät asennusvirheet ja ehkäisy
Toistuvien asennusvirheiden ymmärtäminen auttaa estämään järjestelmävikoja ja kalliita korjauksia:
Riittämätön tai liiallinen lämmitys
Riittämätön kuumennusaika estää oikean molekyylifuusion, jolloin syntyy heikkoja liitoksia, jotka voivat vuotaa välittömästi tai kehittyä hitaita vuotoja ajan myötä. Sitä vastoin liiallinen kuumennus heikentää polymeerin rakennetta, heikentää lujuutta ja muodostaa ylisuuria fuusiohelmiä, jotka estävät osittain virtauksen. Kenttätutkimukset osoittavat sen yli ±2 sekunnin ajoituspoikkeamat lisäävät vikariskiä 60 % . Käytä ajastimia tai noudata standardoituja lämmitysaikatauluja yhtenäisenä kaikissa liitoksissa.
Likaantuneet fuusiopinnat
Lika, kosteus, öljy tai hapettuminen putken päissä tai liitosholkeissa häiritsee molekyylien sitoutumista. Pienetkin kontaminaatiomäärät luovat heikkoja vyöhykkeitä, jotka keskittyvät stressiin. Poista ulompi kerros putken päistä parranajotyökalulla ja puhdista liitosholkit isopropyylialkoholilla ennen sulattamista. Käsineiden käyttö estää ihoöljyjen saastuttamasta pintoja. Saastumiseen liittyvät viat ilmenevät tyypillisesti mm reikävuotoja ilmaantuu 6-18 kuukautta asennuksen jälkeen kun lämpökierto rasittaa vaarantunutta sidosta.
Epätäydellinen lisäyssyvyys
Jos putkia ei työnnetä kokonaan hylsyn olakkeeseen, sulamisalue pienenee ja jännityksen keskittymispisteitä syntyy. Merkitse oikea sisäänvientisyvyys selkeästi putken päihin ennen lämmittämistä ja varmista täydellinen asennus välittömästi liitoksen jälkeen, kun materiaali on näkyvissä. Epätäydellinen lisäys vähentää liitoksen lujuutta jopa 50 % ja lisää merkittävästi vaurioiden todennäköisyyttä painepiikityksessä tai vesivasaratapauksissa.
Liikkuminen jäähdytyksen aikana
Liitosten pyörittäminen, taivuttaminen tai jännittäminen ennen riittävää jäähdytystä estää sulamisvyöhykkeen oikeanlaisen kiteytymisen. Pienetkin liikkeet vaarantavat sidoksen eheyden. Tue putkia riittävästi jäähdytysjaksojen aikana ja suunnittele asennusvaiheet välttääksesi työskentelyn äskettäin tehtyjen liitosten lähellä. Lämpötilariippuvaisia jäähdytysaikoja on pidennettävä kylmissä ympäristöissä – alle 5°C:n ympäristölämpötilan asennukset vaativat 50 % pidemmät jäähdytysajat vastaavan vahvuuden saavuttamiseksi.
Yhteensopimattomat komponentit
Eri paineluokkien liittimien ja putkien yhdistäminen luo järjestelmän heikkoja kohtia. PN20-järjestelmän PN16-kytkin ei voi turvallisesti käsitellä koko järjestelmän painetta. Vastaavasti yli- tai alimittaisten liittimien käyttö estää oikean sulautumisen tai aiheuttaa liiallista jännitystä. Tarkista komponenttien yhteensopivuus ennen asennusta ja varmista, että kaikilla elementeillä on sama paineluokitus ja nimellishalkaisija.
Valintakriteerit eri sovelluksille
Sopivien PPR-kytkimien valinta riippuu erityisistä järjestelmävaatimuksista ja asennusolosuhteista:
Asuinalueiden kuuman ja kylmän veden järjestelmät
Vakioasunnoissa käytetään tyypillisesti PN20-liittimiä sekä kuuman että kylmän veden jakeluun. Ne tarjoavat riittävän turvamarginaalin tyypillisille kunnallisille 0,3-0,6 MPa:n vedenpaineille samalla kun ne sopivat satunnaisiin painepiikkeihin. 60-70°C:ssa toimivat kuumavesijärjestelmät hyötyvät PN20:sta 1,0 MPa paineluokitus 70 °C:ssa , mikä takaa pitkän aikavälin luotettavuuden. Vain kylmävesilinjoissa PN16-liittimet tarjoavat kustannussäästöjä turvallisuudesta tinkimättä.
Lattialämmityssovellukset
Lattialämmitysjärjestelmät vaativat vähemmän kytkimiä jatkuvien putkistojen vuoksi, mutta liitännät jakotukissa ja laiteliitännöissä ovat edelleen kriittisiä. Valitse liittimet, joiden happisulkuominaisuudet vastaavat putken eritelmiä järjestelmän korroosion estämiseksi. 40-55 °C:n käyttölämpötilat sallivat PN16-kytkimien käytön useimmissa tapauksissa, vaikka PN20 tarjoaa lisäturvamarginaalia. Kierreliitokset helpottavat liittämistä jakotukkiin ja kattilalaitteisiin.
Kaupalliset ja korkeapainejärjestelmät
Monikerroksisissa rakennuksissa tai järjestelmissä, joissa on paineenkorotuspumput, paine voi olla yli 1,0 MPa, mikä vaatii PN25-kytkimiä, jotka on mitoitettu 2,5 MPa 20 °C:ssa . Teolliset sovellukset, joissa kuuman veden kierto on 80-90°C, hyötyvät myös PN25:n korkeammasta lämpötilan alentamiskyvystä. PN25-komponenttien seinämän paksuus lisää minimaalisia kustannuksia ja tarjoaa samalla huomattavan paineturvamarginaalin.
Ulko- ja ulkoasennukset
Ulkotiloissa käytettävät kytkimet vaativat UV-kestäviä formulaatioita estämään auringonvalolle altistumisen aiheuttama hajoaminen. Tavallinen sisäkäyttöinen PPR kellastuu ja muuttuu hauraaksi pitkäaikaisen UV-altistuksen jälkeen, ja lujuuden heikkeneminen on merkittävää sen jälkeen 6-12 kuukautta suorassa auringonpaisteessa . UV-stabiloidut kytkimet sisältävät hiilimustaa tai UV-inhibiittoreita, jotka säilyttävät ominaisuudet 10 vuotta ulko-olosuhteissa. Maanalaisissa asennuksissa vakiokytkimet toimivat riittävästi, koska maaperä antaa UV-suojan.
| Sovellustyyppi | Suositeltu luokitus | Käyttöolosuhteet | Erityisiä huomioita |
|---|---|---|---|
| Kylmä vesi asuinalueella | PN16 | 20 °C, 0,3-0,6 MPa | Kustannustehokas valinta |
| Asuntojen lämmin vesi | PN20 | 60-70°C, 0,4-0,8 MPa | Normaali suositus |
| Lattialämmitys | PN16-PN20 | 40-55°C, 0,3-0,5 MPa | Tarvitaan happisulku |
| Kaupallinen korkeapaine | PN25 | Säädettävä lämpötila, >1,0 MPa | Suurin turvamarginaali |
| Ulkona esillä | PN16-PN20 | Vaihtuva, UV-altistus | UV-stabiloitu koostumus |
Laadunarviointi ja tuotteen todentaminen
Laadukkaiden PPR-kytkimien erottaminen huonolaatuisista tuotteista suojaa järjestelmän eheyttä ja estää ennenaikaiset viat:
Visuaalisen tarkastuksen kriteerit
Tarkista liitospintojen tasaisuus ja tasaisuus. Laadukkailla liitoksilla on tasainen väri kaikkialla ilman raitoja, täpliä tai värimuutoksia. Pistorasian sisäosien tulee olla puhtaat ja sileät ilman karkeita alueita tai näkyviä epäpuhtauksia. Seinän paksuuden on oltava tasainen koko kehän ympärillä – vaihtelut ylittävät 0,3 mm tarkoittaa huonoa valmistuskontrollia . Tarkista täydelliset, luettavat merkinnät, mukaan lukien valmistajan tunnistetiedot, koko, paineluokitus ja valmistuspäivä.
Materiaalin varmistusmenetelmät
Aidolla PPR-materiaalilla on erityisiä fysikaalisia ominaisuuksia. Materiaalin tulee tuntua tiheältä ja vankalta ennemmin kuin ontto tai kevyt. Kytkimen taivutuksen tulee osoittaa kimmoisuutta ilman halkeamia tai pysyviä muodonmuutoksia. Laadukas PPR palaa alkuperäiseen muotoonsa taivutuksen jälkeen, kun taas huonolaatuisissa materiaaleissa voi esiintyä rasitusta vaalenevaa tai epämuodostunutta. Pinnan kovuustestin durometrillä pitäisi antaa lukemat 60-70 Shore D aitoa PPR:ää varten , kun taas pehmeämmät materiaalit viittaavat kierrätyssisältöön tai huonompiin polymeereihin.
Sertifiointi ja standardien noudattaminen
Hyvämaineiset valmistajat toimittavat asiakirjat kolmannen osapuolen testauksista ja sertifioinneista. Tarkista, että ne ovat ISO 15874, EN 15874 tai vastaavien kansallisten standardien mukaisia. Tunnistettujen tahojen, kuten NSF:n, DVGW:n tai WRAS:n, sertifikaatit osoittavat, että tuotteet on testattu tiukasti turvallisuuden ja suorituskyvyn osalta. Pyydä testiraportteja, jotka osoittavat paineenkestävyyden, lämpösyklin ja kemikaalien kestävyyden tulokset. Tuotteita, joista puuttuu asianmukainen sertifiointi tai dokumentaatio, tulee välttää hintaeduista huolimatta, kuten Sertifioimattomat liitososat osoittavat 400-500 % korkeampia vikoja kuin sertifioidut komponentit.
Pakkauksen ja varastoinnin arviointi
Laadukkaat valmistajat pakkaavat kytkimet suljettuihin pusseihin tai laatikoihin, jotka suojaavat kontaminaatiolta ja UV-altistumiselta varastoinnin aikana. Yksittäinen pakkaus tai organisoitu irtotavarapakkaus viittaa laadunvalvontaan. Löysät, pakkaamattomat varusteet voivat olla kerääntyneet likaa tai vaurioita käsittelyn aikana. Tarkista säilytysolosuhteet – suorassa auringonvalossa tai äärimmäisissä lämpötiloissa säilytetyt PPR-kytkimet ovat saattaneet huonontua ennen asennusta. Oikein ilmastoiduissa varastoissa säilytetyt tuotteet säilyttävät täydelliset tekniset tiedot rajoituksetta.
Kustannusarviot ja taloudellinen analyysi
PPR-kytkennän kustannusten ymmärtäminen auttaa optimoimaan projektibudjetteja ja ylläpitämään laatustandardeja:
Materiaalien hinnoittelurakenne
Vakiopistorasiakytkimet edustavat suhteellisen pieniä kustannuksia järjestelmän kokonaiskustannuksissa. Tyypilliset hinnat vaihtelevat 0,50–1,50 dollaria 20 mm:n liitännöille ja 3,00–8,00 dollaria 50 mm:n kokoisille , vaihtelee paineluokituksen ja valmistajan mukaan. Pienentävät liittimet maksavat noin 30-50 % enemmän kuin tavalliset kytkimet lisääntyneen materiaalin ja valmistuksen monimutkaisuuden vuoksi. Kierreliittimet messinkiterillä johtavat korkealuokkaisiin hintoihin, jotka ovat 3-5-kertaiset standardiliitoskustannukset metallikomponenttien ja kokoonpanovaatimusten vuoksi.
Asennus työtaloustiede
Kytkimen materiaalikustannukset ovat vaatimattomia, mutta asennustyö on suurempi kustannuskomponentti. Kokeneet asentajat suorittavat kytkentäliitokset nopeudella 15-25 liitosta tunnissa putken koosta ja saavutettavuudesta riippuen . Tämä tehokkuus tarkoittaa noin 2–5 dollarin työvoimakustannuksia asuinrakennustyössä. Saumojen määrän minimoiminen huolellisen järjestelmän suunnittelun avulla vähentää sekä materiaali- että työkustannuksia. Supistavien liitosten käyttäminen erillisten supisteiden ja lisäliitosten sijaan säästää noin 8–12 dollaria siirtymäkohtaa kohti, kun työ sisältyy hintaan.
Elinkaarikustannusten vertailu
Oikein asennetut laadukkaat PPR-kytkimet eivät vaadi huoltoa ja tarjoavat 50 vuoden käyttöiän. Tämä pitkäikäisyys eliminoi vaihtokustannukset, jotka vaikuttavat mekaanisiin liitoksiin, puristusliittimiin tai juotettuihin liitoksiin. Sulahitsauksen pysyvä luonne estää vuodot, jotka aiheuttavat vesivaurioita – kallein seuraus putkistovioista. Vakuutusalan tilastot osoittavat tämän oikein asennettujen PPR-järjestelmien vuodot ovat 85 % pienemmät kuin kierteitetyt metallijärjestelmät 20 vuoden aikana, mikä merkitsee huomattavia säästöjä korjauskustannuksissa ja vesivahinkojen ehkäisyssä.

Laatu vs. hinta kompromisseja
Vakiintuneiden valmistajien premium-kytkimet maksavat 20-40 % enemmän kuin taloudellisia merkkejä, mutta tarjoavat huomattavasti paremman luotettavuuden. Lisäkustannusero on vain 50–150 dollaria koko asuinjärjestelmässä, mutta suorituskyvyn ero voi olla huomattava. Edullisissa kytkimissä käytetään usein kierrätysmateriaaleja, riittämätöntä laadunvalvontaa tai alimittoja, jotka vaarantavat liitoksen eheyden. Ammattiasentajat kertovat tästä Premium-tuotteiden takuun takaisinkutsut ovat alle 0,1 % verrattuna taloudellisiin tuotemerkkeihin 2–5 prosenttiin, mikä osoittaa, että vaatimattomat lisäinvestoinnit parantavat merkittävästi luotettavuutta.
Vianetsintä ja korjausratkaisut
Kytkentään liittyvien ongelmien ratkaiseminen edellyttää yleisten vikatilojen ja asianmukaisten korjaustekniikoiden ymmärtämistä:
Epäonnistuneiden nivelten tunnistaminen
Kytkimen nivelvauriot ilmenevät tyypillisesti hitaina tippumisena tai itkemisenä pikemminkin kuin katastrofaalisina repeytyminä. Epäillyissä liitoksissa on kosteuden kerääntymistä, vesivärjäytymistä tai mineraaliesiintymiä kytkentäkohdassa. Painetestauksen aikana epäonnistuneissa liitoksissa on paineen laskua tai näkyvää veden tihkumista. Epätäydellinen fuusio näkyy usein rakoina putken pään ja liitosolakkeen välillä tai epäsymmetrisinä fuusiohelmina liitoksen kehän ympärillä. Jännityksestä vaalentuneet alueet nivelten lähellä osoittavat ylikuormitusta tai liikettä jäähtymisen aikana.
Korjausmenettelyt
Vioittuneita liitosliitoksia ei voi korjata paikoilleen – ne on poistettava ja vaihdettava kokonaan. Leikkaa viallinen liitäntä ja lyhyt osa putkesta molemmilta puolilta varmistaen, että leikkaukset ovat vähintään 100 mm etäisyydellä vanhoista fuusiovyöhykkeistä välttääksesi lämmön altistuvan materiaalin. Käytä korjausliitintä tai kahta vakioliitintä, joissa on väliputkiosuus, kytkeäksesi järjestelmän takaisin. Jos tilaa on rajoitetusti ja putken pyöriminen on mahdotonta, korjausliittimet, joissa on laajennetut hylsyt tai liukuvat mallit mahdollistavat liittämisen kiinteisiin putkiin. Varmista riittävä jäähdytysaika ennen korjattujen osien paineistamista.
Ennaltaehkäisevät tarkastuspöytäkirjat
Tärkeissä asennuksissa tai ennen putkien piilottamista seiniin tai lattioihin on suoritettava perusteellinen silmämääräinen tarkastus kaikkiin kytkentäliitoksiin. Tarkista johdonmukaiset fuusiohelmet, oikea syöttösyvyys ja kohdistus. Painetestaa koko järjestelmä 1,5-kertaisella käyttöpaineella vähintään 1 tunnin ajan ja tarkkaile mahdollisia painehäviöitä. Pitkäaikaiseen seurantaan tulisi sisältyä säännöllinen esteettömän liitosten tarkastus erityisesti alueilla, jotka ovat alttiina tärinälle, lämpökierrolle tai mekaaniselle rasitukselle. Itkevien liitosten varhainen havaitseminen mahdollistaa korjauksen ennen merkittäviä vesivaurioita.